异形PCB边框怎样设计才能顺利通过生产?工程师必备的DFM指南
新闻资讯
发布时间:2026-07-14 10:53:36
27
一、为什么你的异形PCB总是卡在加工环节?
在实际项目开发中,不少工程师遇到过这样的情况:PCB电气设计完美通过仿真,Layout也做得无可挑剔,但板子一进工厂就出了问题——要么边框加工精度不够导致装配卡壳,要么拼板方式不对导致分板时损坏器件,要么外形公差没留够导致板子装不进结构件。
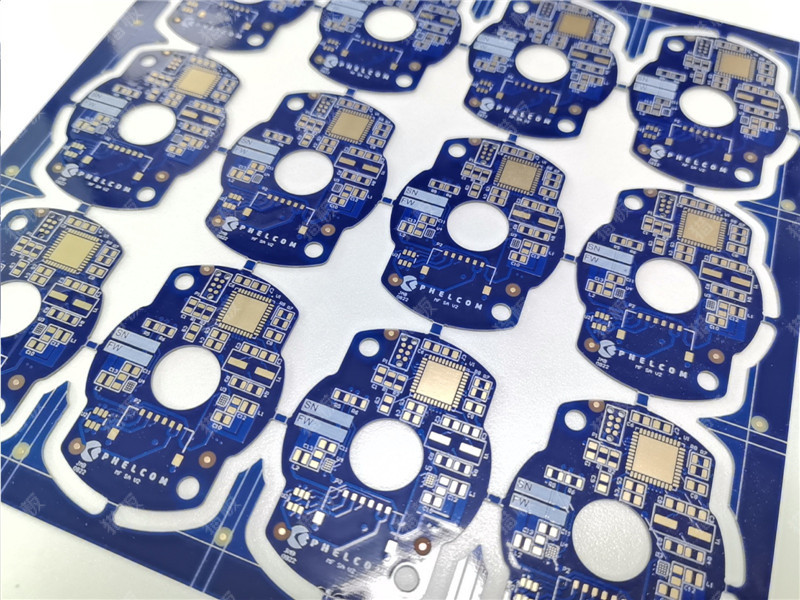
这些问题在常规矩形PCB上并不突出,但对于圆形、弧形、多边形、带异形开槽或镂空结构的异形PCB来说,边框设计的每一个细节都直接决定着板子能否顺利量产。汽车电子、工业控制、电力电源、储能新能源以及具身机器人等领域的产品,往往受限于紧凑的结构空间,异形PCB的使用越来越普遍。而这类产品对可靠性的要求又远高于消费电子——板子装不进外壳会延误项目进度,分板应力导致器件开裂则可能引发批量召回。
本文将从设计规范、拼板策略、外形加工、特殊结构处理四个维度,系统梳理异形PCB边框设计的要点,并结合猎板PCB的实际制程能力与出货标准,给出可落地的设计建议。
二、边框设计的基础规范:把“外形层”画对,就成功了一半
2.1 外形层的唯一性原则
异形PCB边框设计最容易犯的错误之一,就是外形层不唯一。有的工程师在Keep-Out Layer画了外形线,又在Mechanical 1层画了另一套外形线,两条线还不重合。工厂CAM工程师拿到资料后无法判断以哪条为准,要么反复沟通确认耽误时间,要么按错的那套做了导致报废。
正确的做法是:在整个设计文件中只保留一个明确的外形定义层。主流EDA工具中,建议统一使用Mechanical 1层(AD软件)作为边框层,外形层必须能合围成一个完整的几何图形,不允许有缺口。如果板卡确实存在异形缺口设计,需要在缺口位置补齐封闭图形,并在加工说明中标注清楚。
2.2 板边安全距离的硬性要求
异形板的边缘往往不是直线,走线和铜皮距离板边的控制比矩形板更考验设计功力。行业通行的安全规则是:所有走线、铜皮、焊盘距离板边≥0.3mm,以避免铣外形时割板露铜导致短路。对于高密度设计,这个距离建议放宽到0.5mm以上。
尤其需要注意的是,板边禁止放置贴片器件、过孔和丝印。很多工程师在空间紧张时会把小封装阻容件贴着板边放,这在异形板上风险更高——铣刀路径是沿着边框走的,贴边器件被铣刀碰到会导致铜皮起翘或器件位损坏。
2.3 尖角与圆弧的处理原则
异形边框上不可避免会出现尖角。从生产角度来说,PCB外形尖角位置需要用铣刀铣到位,而铣刀本身有直径(常用铣刀直径1.0mm、1.2mm、1.6mm等),理论上的“尖角”在实际加工中会形成一个R角。如果设计要求绝对尖角,需要在拼板时把尖角位置延伸到工艺边内,让铣刀可以铣进工艺边完成尖角成型。
更推荐的方案是在设计中主动做圆弧过渡。圆弧过渡不仅让外形更美观,还能避免尖角处应力集中导致板边开裂。猎板铣外形圆弧的内角最小可做到R≥0.5mm,设计时可以参考这个下限。

三、拼板策略:异形板不能V-CUT?邮票孔怎么设计?
3.1 为什么异形板不能用V-CUT?
V-CUT(V形切割)是目前PCB拼板最常用的连接方式,但它的局限性非常明显——V-CUT刀只能走直线,无法走曲线和折线。对于矩形或规则形状的板子,V-CUT确实高效;但对于圆形、弧形、多边形等异形边框,V-CUT根本做不到。
即使勉强在某些直线段上做V-CUT,异形板的尖角位置也会因为铣刀无法到达而产生毛边,分板后还需要额外打磨。
3.2 邮票孔的设计要点
异形板的标准拼板方案是邮票孔连接。邮票孔是在两个板子的连接处通过一小块板材和若干小孔进行连接,分板时沿着邮票孔掰开即可。
邮票孔设计有几个关键参数:
- 孔径:建议单孔直径0.60mm,一排5-8个孔为一组
- 排数:推荐双排设计,连接强度更可靠
- 位置:邮票孔应布置在板边相对平直的位置,避免布置在尖角或弧形段
猎板对有铜半孔的最小孔径要求为Φ1.0mm,虽然邮票孔通常为非金属化孔,但设计时仍需考虑孔径与板厚的匹配关系。
3.3 工艺边的必要性
对于元器件最外侧距离板边缘<3mm的PCB,必须加工艺边。工艺边通常加在较长的一侧,宽度一般5mm,用于SMT贴片时的夹持和定位。异形板由于本身形状不规则,对定位精度的要求更高,工艺边的必要性也更加突出。
异形板还建议在板边增加2-3个定位孔(孔径2.0mm±0.1mm),避免SMT时板件偏移。定位孔应设计为NPTH(非金属化孔),孔位公差按猎板标准为±0.05mm。
猎板在拼板方面的经验是:异形板、圆形板或尺寸小于10×10cm的板子,不论是手工焊接还是上机贴片,都建议拼板出货,可提高焊接效率和降低加工费用。

四、外形加工精度:公差给不够,装配全是泪
4.1 铣外形公差:你能接受多大的偏差?
外形加工是异形PCB边框设计的最后一道关卡,也是最容易出问题的地方。铣外形是用数控铣床沿着边框路径将单板从拼板上切割下来,其加工精度直接决定了板子能否装进结构件。
猎板的外形加工能力如下:
| 项目 | 常规能力 | 极限能力 |
|---|---|---|
| 铣外形公差 | ±0.13mm(约±5.2mil) | ±0.05mm(约±2mil) |
| 铣外形公差(孔到边) | ±0.177mm(约±7mil) | ±0.10mm(约±4mil) |
设计建议:如果板子需要与外壳精密配合(如密封结构、导轨安装),建议在图纸中注明外形公差要求为±0.05mm。常规项目可按±0.13mm设计,成本更低。猎板支持客户指定更严格的外形公差。
4.2 铣外形圆弧内角的限制
如前面提到的,铣外形圆弧的内角最小为R≥0.5mm。设计中如果出现小于0.5mm的内角,要么修改设计增大R角,要么接受该位置加工后会有轻微的不规则残留。
4.3 板厚对外形加工的影响
板厚越大,外形加工的难度和公差控制难度也越大。猎板支持的板厚范围为0.2mm至6.0mm,其中:
- 板厚≥1mm时,成品厚度公差为±10%
- 0.2mm≤板厚<1mm时,成品厚度公差为±0.10mm
对于超薄板(0.2-0.4mm)的异形设计,建议避免过于复杂的边框形状,优先考虑邮票孔拼板而非V-CUT。
五、特殊结构处理:开槽、沉头孔与阶梯槽
5.1 异形开槽与镂空设计
异形PCB除了外形不规则,还经常包含内部开槽或镂空结构。这类设计的核心要求是:开槽边缘光滑,无尖角锐角;开槽周边完整隔离,无走线铜皮靠近。
如果开槽宽度小于铣刀直径,铣刀无法进入加工,需要用钻头先钻孔再铣削,成本会显著上升。设计时建议开槽宽度不小于1.0mm。
5.2 沉头孔的设计参数
沉头孔在需要螺钉固定的异形板中非常常见。猎板支持两种沉头孔类型:
T型沉头孔(180°) :
- 深度≥0.2mm,深度公差±0.1mm
- 孔径范围2-6.2mm
- PTH孔公差±0.2mm,NPTH孔公差±0.15mm
V型沉头孔(90°) :
- 深度公差±0.1mm
- 孔径范围2.8-7.5mm
- PTH孔公差±0.2mm,NPTH孔公差±0.15mm
设计沉头孔时,需在文件中明确标注角度类型、深度要求及孔径。
5.3 阶梯槽与阶梯孔
对于需要嵌入式安装元器件或需要不同深度台阶的异形板,阶梯槽和阶梯孔是常见需求。猎板的阶梯槽工艺在铣外形环节有扎实的精度保障——铣外形公差±0.13mm、极限±0.05mm,孔到边公差±0.177mm、极限±0.10mm,这些能力为阶梯槽的槽宽和槽位精度提供了工艺基础。
5.4 大尺寸异形板的特殊考量
猎板最大加工尺寸为1000mm×600mm,对于超大尺寸的异形板,还需要注意:
- 翘曲度控制:猎板常规翘曲度≤0.75%,可定制≤0.5%
- V-CUT方向限制:VCUT方向不可超过600mm
- 对于拼板为异形或尺寸达不到常规V-CUT要求的订单,猎板支持大板V-CUT工艺——即先V-CUT再铣板
六、总结:异形PCB边框设计的7条核心原则
回顾全文,异形PCB边框设计可以归纳为以下7条核心原则:
1. 外形层唯一,缺口要补齐。 只用一层定义外形,确保图形封闭完整。
2. 板边留足安全距离。 走线、铜皮、焊盘距板边≥0.3mm,贴片器件远离板边。
3. 尖角做圆弧过渡。 内角R≥0.5mm,既美观又避免应力集中。
4. 异形板用邮票孔拼板,不用V-CUT。 邮票孔孔径0.6mm,5-8孔一组,双排设计。
5. 预留工艺边和定位孔。 器件距板边<3mm时必须加工艺边;加2-3个定位孔辅助SMT。
6. 外形公差提前标注。 常规±0.13mm,高精度要求标注±0.05mm。
7. 特殊结构单独标注。 沉头孔注明角度和深度,开槽保证铣刀可进入,阶梯槽注明台阶尺寸。
异形PCB的边框设计并不复杂,但每一个细节都关系到板子能否顺利从设计图纸变成可用的实物。在汽车电子、工业控制、电力电源、储能新能源以及具身机器人等对可靠性要求极高的领域,一次外形设计失误可能导致数周的项目延期和数万元的成本损失。希望本文梳理的规范和猎板提供的制程能力数据,能帮助你在下一次异形PCB设计中少走弯路。
关于猎板:杭州猎板科技有限公司聚焦高多层、高精密、高难度、高可靠PCB的特殊定制服务,总部位于杭州,珠海拥有2个自营生产基地。工厂总建筑面积25000+平米,配备520余台先进制造设备,已通过ISO9001、IATF16949质量管理体系认证及ROHS、REACH、UL等产品认证。针对异形PCB、高多层板、厚铜板、HDI板等特殊需求,猎板提供从样品到大批量的综合智造能力。如有异形PCB边框设计方面的疑问,欢迎在设计中标注详细要求,猎板工程团队可提供专业的DFM评审支持。